


サンシャインウイスキーの種類と味わい
サンシャインウイスキー

サンシャインウイスキーの定番ボトルです。
街の酒屋さんでも見かけることができ、値段も1300〜1500程度とお手頃な価格となっています。
日本酒の瓶に入っているため、どこか不思議な雰囲気が漂いますがグラスに注ぐとガツンとした荒々しい香りが漂い、ウイスキーであることを再確認できます。
香りからはヘビリーピーテッドからくるスモーキーさとアルコールの刺激、カラメル、ココアパウダーなど甘苦いアロマ。
口に含むとアルコールの刺激が広がり、同時にスモーキーさが追いかけ、次にカラメルやバニラ、洋梨、チョコチップを散りばめたスコーン、ココアパウダーなどの風味が訪れます。
アルコールの刺激はあるものの、ウイスキーらしいしっかりとした風味が感じられお値段以上の味わいに仕上がっています。
サンシャインウイスキー プレミアム

「64年目の進化」と称して2016年より発売が開始された新ラインナップ。
サンシャインウイスキーを基調とし、加えてフルーティさと乳酸系の風味が加わり、よりリッチな味わいに仕上げられています。
香りはスモーキーさとカラメル、奥に若干の酸味。
口に含むとアルコールの刺激の後にスモーキーさが追いかけ、その後洋梨、乳酸系の酸味、フルーツグラノーラ、カラメル、スコーン等の風味が感じられます。
サンシャインウイスキーを1段階グレードアップさせた1本です。
サンシャインプレミアム ワインカスクフィニッシュ

こちらは、サンシャインウイスキーを長野県のワイナリーの赤ワイン樽で後熟させた限定ラインナップとなります。
グラスを近づけると赤ワインからくるブドウのフルーティなアロマ、蜂蜜、ドライフルーツ、カラメルなどの甘やかな香り。
口に含むとアルコールの刺激は少なめで赤ワイン由来のベリー系の甘味と酸味、蜂蜜やカラメル、ココアなどの甘苦さが感じられます。
サンシャインウイスキーをよりフルーティに仕上げたボトルです。
三郎丸1960

サンシャインウイスキーは三郎丸を代表するブレンデッドウイスキーですが、シングルモルトとしてつくられたものが「三郎丸」と命名されました。
謂わばサンシャインウイスキーのシングルモルト版です。
三郎丸蒸溜所からはシングルモルトとして2013年に20年ものが磁器製デキャンターにて発売、その後2015年に1990(25年もの)磁器製デキャンターにて発売されています。
そして「三郎丸」というネーミングで最初に発売されたのがこの三郎丸1960となります。
使われている原酒はもちろん1960年に蒸溜されたスピリッツ。
リリースは2016年6月…ということで55年という非常に長熟なボトルとなります。
蒸溜された1960年はまだアロスパス式蒸溜器が使用されており、熟成には山梨のワイナリーで使用された樽が使用されています。
この1960がリリースされた後に「三郎丸 1994」、「三郎丸 1990」が発売されています。
因みに三郎丸1960の価格は55万円。
55年ものに因み1年1万円換算の価格となります。
バーなどで見かけた際には大枚をはたいて挑戦するのも良いかもしれませんね!
おすすめの飲み方・飲み進め方
日本酒のようなラベルでやや古風な体裁の地ウイスキー。
1.8ℓボトルで3,000円程度で売ってるんですよね。
700mだと1,200円くらい。
かなり廉価で買えるうえ、同じような価格帯のウイスキーと比べると味わいも安定しており、コストパフォーマンスは高いです。
やや原酒の若さを感じますが、スモーキーさがふわりと立つ、ハイボールにピッタリの地ウイスキー。
プレミアムは通常品よりもやや香りが強く、マイルドな口当たり。酸味とスパイシーさがあり、コク、スモーキーさを愉しめます。
ハイボールやロックなどで飲むのがおすすめです。
『プレミアム』とはいえ、そこまで価格も高くありませんので、こちらを日々の晩酌にしている方も増えています。
ワインカスクはなかなか手に入りませんが、レーズンのアロマがしっとりと漂いスイート。お湯割りでもおいしいです。
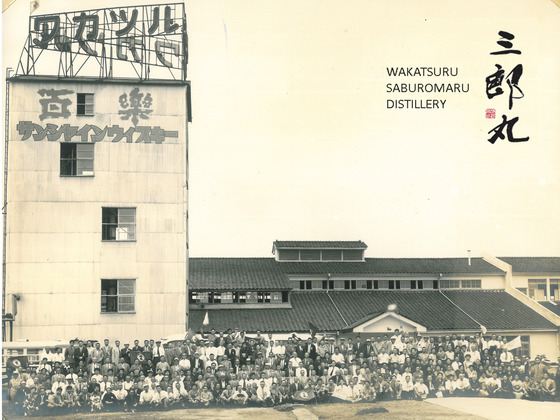
サンシャインウイスキーの発祥と歴史

©若鶴酒造
三郎丸蒸溜所が位置する富山県西部はかつて加賀百万石の台所を支えた穀倉地帯、加賀藩の城下町でした。豊かな米があったからこそ金沢の繁栄があったといわれています。
蒸溜所を所有する若鶴酒造は江戸時代、文久2年(1862年)に創業しました。
以来、日本酒一筋で生計を立ててきましたが、1925年に稲垣小太郎が会社の2代目に就任するとサイダーやポートワイン(甘味果実酒)、コカ・コーラのボトリングなど事業拡大が行われます。
小太郎氏がいかに進取の気性の持ち主だったかが分かりますね。
そして1952年に醸造用アルコールの製造免許を取得し、ウイスキーの製造を開始。
©若鶴酒造
1953年に「サンシャインウイスキー」が誕生します。
サンシャインウイスキーが生まれた時分、日本は太平洋戦争の終結後で深刻な米不足に悩まされていました。
これは日本酒をつくる蔵元にとって死活問題であり、会社を存続させるために多くの酒造メーカーは他のタイプの酒をつくることに注力しました。
若鶴酒造も例外でなく、サンシャインウイスキーはこういった側面から生みだされた時代の産物ともいえるでしょう。
1953年5月11日、アルコールプラントから出火。設備のほとんどが破壊されてしまいます。
しかし2代目小太郎は挫けることなく、酒蔵と蒸溜所を再建。
火事の翌年には「アロスパス」と呼ばれるフランスから輸入した連続式蒸溜機の一種を設置しました。
1959年には敷地の北端に移され、1980年代後半までここでウイスキーがつくられます。

©若鶴酒造
しかしサンシャインウイスキーの売り上げは不振でした。
1960年代前半は1年間にわずか140本(1.8 リットル瓶)しか売れず、日本におけるウイスキー消費の絶頂期(1983年)においても、1年間の売上本数は僅か3,000本 のみ…。
こんな状況が続いたため蒸溜所から出荷されるウイスキーより貯蔵庫で熟成するウイスキーの方が多くなり、ブレンドに使用されるモルトウイスキーは次第に長熟になっていきました。
1980年代にブレンド用に使用されていたウイスキーはなんと20年熟成のものだったそうです!
追い打ちをかけるようにウイスキー不況の時代が訪れ、2000年から約10年間蒸溜が停止してします。
2010年代に入ると、蒸溜所の老朽化も激しくなってきて、雨漏りなども起きてはじめ、そのままの状態を放置していては今後ウイスキーの製造ができなくなる可能性も出てきました。
このことを危惧した5代目代表の稲垣貴彦氏が起死回生のクラウドファンディングを行い、資金を調達。
2017年に建屋や設備を大改修し、見学もできる蒸溜所として蘇らせます。
現在は富山産のミズナラを使った樽づくりなどもはじめ、富山産100%ウイスキーをつくるため奮闘しています。
サンシャインウイスキーの製法
三郎丸蒸溜所ではスコットランドから輸入された50ppmのヘビリーピーテッドタイプを使っています。
これにより原酒に荒々しいスモーキーな風味が宿ります。
糖化槽はステンレス製でセミロイター式、容量は5kLのものを使用。
発酵槽はエナメル・コーティングがなされている鋳鉄製のもので7kLのものが4基設置されており、さらに2018年6月に三宅製作所製のタッチパネル式の制御盤が付いたものが導入されました。
この新しい発酵槽の外装には、地元の高岡銅器で作った銅板が使われています。
そして三郎丸蒸溜所で最も特徴づけるのは何といっても鋳物製の蒸溜器(ポットスチル)でしょう。
ここから一風変わった鋳物のポットスチルについて少しだけ掘り下げて紹介していきましょう!
〜ZEMON鋳物製スチルができるまで〜
新しいポットスチルが設置される前まで、三郎丸蒸溜所では焼酎用の蒸溜器が使用されていました。
現在社長を務める稲垣貴彦氏は2017年、古くなった建物を改築するためにクラウドファンディングなどで資金調達を行います。
なんとこのクラファンには2500万円の目標金額を遥かに超える、3825.5万円の資金が集まりました!!

改築と同時に新しいモルト粉砕機の導入と、ポットスチルの改造も行われます。
スチルにおいてははじめにエルボー(ラインアーム)とコンデンサーを銅製に替えるなどの細やかな試行錯誤が行われた末、前代未聞、「世界で唯一となる鋳物のスチル」へと辿り着きます。
なぜ鋳物のスチルに決めたのか?
それは三郎丸蒸溜所がある一帯は全国的に知られる「鋳物の町」だからです。
特に蒸溜所のからみて北に位置する高岡市は、正真正銘日本一の「鋳物の町」。
加賀藩2代目藩主・前田利長の時代、利長は高岡を鋳物の町にすべく1611 年に全国から7人の鋳物師を呼び寄せ、城下町に住まわせました。
それが金屋町という地名で残っており、街並みには今でも江戸時代の面影が残る人気の観光スポットとなっています。
老子製作所も、もともと金屋町からスタートしましたが1985年に現在の近代的本工場に移転しています。
国内に出回っている梵鐘や仏具、各種仏像など銅器のうち、なんと9割近くが高岡産で占められており、近郊の三郎丸蒸溜所がある諏訪市一帯も鋳物の町のイメージが大きいようです。

©若鶴酒造
当時、稲垣氏はスチルを作れる銅職人を探していたらしいですが、地元愛から
「だったら鋳物でスチルを造ってしまおう!」
という大胆な考えに至り、仏像のトップメーカーである老子製作所に世界初となる鋳物のスチルを依頼するに至りました。
この老子製作所は江戸中期から続く老舗で、高さ5メートルにも及ぶ梵鐘や3メートルの銅製の日運聖人像など大型の受注にも応えてきた実績を持つメーカー。
そんな老舗メーカーでも人の口に入るウイスキーをつくる蒸溜器製作にあたり鉛の含有量基準やどんな銅合金にするのか、その配合に最新の注意をはらったといいます。
協議を重ねた結果、銅90%、錫8%、亜鉛2%という配合でスチルの素材がつくられることになりました。
銅は金属において唯一腐食させて色をつけることができる素材で、老子製作所にはそれ専門の職人もいるそうです。(それ故企業秘密の部分も多いんだとか)
スチルは初溜・再溜用に2基設置されておりそれぞれの蓋には
- 初溜…モロミの色を連想させる渋茶色
- 再溜…スピリッツを連想させるコバルトブルー
といった具合に別々の色がつけられています。
これらのスチルは「ZEMON (ゼモン)」と名付けられており、これは老子製作所の屋号である
「老子次右衛門(オイゴ ジエモン)」
が由来しているそうです。
余談ですがこの次右衛門さんは老子製作所の7代目で、現在工場長を務める老子祥平さんの曾祖父にあたる人物。1985年に、富山県より「郷土の先覚 100人」の一人に選ばれた地元の偉人なんだそうです。
スチルの話に戻りますが、スチルから伸びるラインアームは下向きでこれによりスピリッツに力強い風味を宿すことができます。
このラインアームの中にシェルアンドチューブコンデンサーが設置されており、さらにその下にワームタブが設置される、という特殊な構造になっています。
〜特許や賞を受賞したゼモン〜
この鋳物製の変わった蒸溜器、ZEMONは2018年のウイスキー業界において最も権威の高いウイスキーマガジンの表紙を飾ると
2019年、高岡の伝統的な梵鐘技術を生かし新たな分野を開拓したことが評価され「第32回中小企業優秀新技術・新製品賞」優秀賞を受賞。
更に2020年の7月には特許を取得しています。
- 鋳物による高耐久化
- 銅、錫の素材による酒質の高品質化に
- 省エネ化
などのメリットから特許を取得することができました。
ZEMONがいかに素晴らしく個性的な蒸溜器だということがわかったところで、製法の話に戻します。
このZEMONで精製されたスピリッツはヘビリーチャーされたバーボン樽にアルコール度数63.5%で詰められ、蒸溜棟内の貯蔵庫または蒸溜棟の隣にある貯蔵庫に運ばれ熟成されます。
隣の貯蔵庫には日本酒の酒粕も一時的に保管されるので、ウイスキーと酒粕の織りなす複雑なアロマが漂っています。
樽の所有数は全部で約250丁と少なめで、それがこの50年間のウイスキー造りの在庫全てとなります。
かつてウイスキーは夏季7~8月に限定してつくられていましたが現在は6月から9 月上旬に行われています。
年間生産量は約 8,000リットルとこれも少なめです。














ざっくり概要と味の特徴
サンシャインウイスキーは富山県砺波市にある三郎丸蒸溜所でつくられているブレンデッドウイスキー。
全国各地の酒屋さんやスーパーなどでも見かけることができ、価格もお手頃なため気軽に買える「うれしいウイスキー」です。
若くて荒々しさはありますが、ライトな口当たりでハイボールにおすすめ。プレミアムなどはスモーキーさも楽しめて人気です。
ブランド名は公募により決められたもので
「戦争の中ですべてを失った日本で水と空気と太陽光線からできる蒸溜酒によってふたたび日をのぼらせよう」
という意味が込められています。
日本酒のボトルに入れられているため、酒屋の棚のコーナーに置かれているとちょっとした違和感を感じますが、それも含め愛すべき個性といえるでしょう。